

平时我们工程师在设计出一个塑胶零件之前就要知道这个零件的分型面在哪,哪些面需要作拔膜斜度。一般情况下,拔膜斜度都作在拔模方向(也就是塑胶零件的内表面和外表面),沿拔模方向均应设计足够的拔模斜度,没有这个斜度轻则拉伤塑胶件表面,重则不能顺利出模。
另外还有一点,拔模斜度小的零件,表面蚀纹的深度会比较浅,所以有着较高表面要求的零件一定要注意拔模斜度的选定。目前各模具厂都有自己的纹路模板及斜度要求,不清楚可先咨询模具厂商,再在其要求的斜度上大个0.5度左右,实在不能增加拔模斜度的情况下,最起码要确保达到模具厂商要求的斜度。详细数据的下面会提到。
拔模斜度的确定
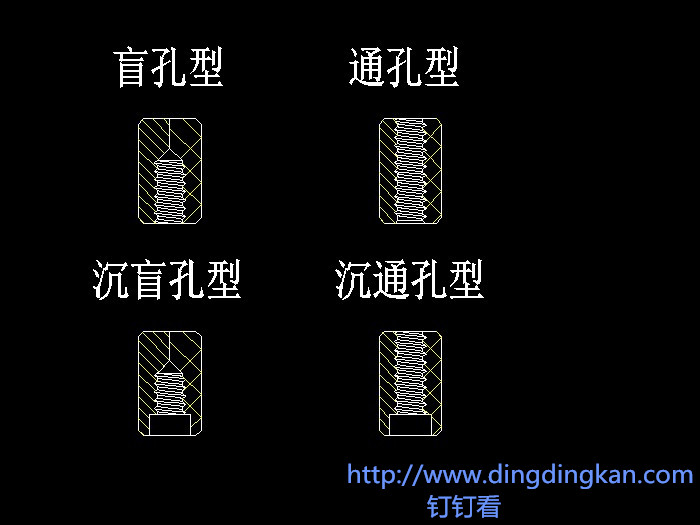
一般来讲,对模塑产品的任何一个侧壁,都需有一定量的拔模斜度,以便产品从模具中取出。但在实际作图中,为了提高效率,我们通常可以只将外观面及影响装配的结构面作出拔模斜度即可,其他可由供应商自行解决。如加强筋、浅通孔可不必作出斜度。拔模斜度的大小一般是由材料、是否透明、表面蚀纹纹路这三种情况决定。可在0.2°至数度间变化,视具体情况而定,一般的零件在0.5°至1.5°间即可。
选择拔模斜度的注意事项:
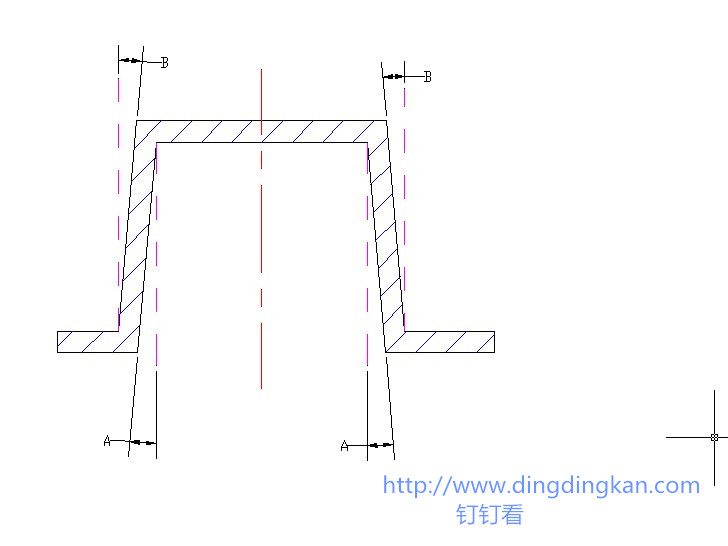
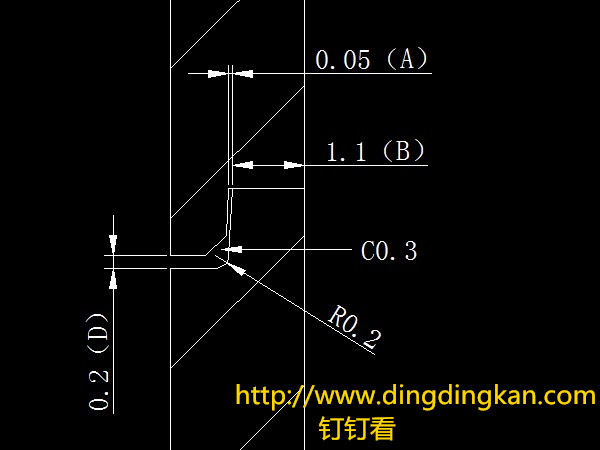
- 取斜度的方向,一般内孔以小端为准,如下图中的角度A,斜度由扩大方向取得,外形以大端为准,如上图中的角度B,斜度由缩小方向取得。
- 选用较小的拔模斜度的情况:一是塑胶件精度要求高的;二是零件越高的及孔越深的,或者说较高较大尺寸的零件;三是塑料硬度越低及收缩率越小的;四是壁厚越薄的;
- 选用较大的拔模斜度的情况:一是收缩率大的;二是壁厚越厚的;三是透明件(以避免拉伤影响透明度);
- 硬质塑料相比软质塑料,前者取的拔模斜度要越大;
- 材料的影响:除PE和PP可以强行脱模外,其他塑胶一般不强行脱模;
- 透明件取值:一般取3°以上,ABS及PC料拔模斜度至少大于2°;
- 外壳面拔模斜度大于等于3°,插穿面斜度一般为1°~3°;
- 蚀纹的影响:一般在纹路要求的斜度上大5°左右。带革纹、喷砂等外观处理的塑件侧壁应加3°~5°的拔模斜度,视具体的咬花深度而定,一般的晒纹版上已清楚例出可供作参考之用的要求出模角。咬花深度越深,拔模斜度应越大.推荐值为1°+H/0.0254°(H为咬花深度)。




评论