

跟塑胶件一样成型原理的压铸件,怎么确定零件的壁厚呢?我们今天就来讨论一下。
首先是最小壁厚。壁厚不能太薄,太薄的壁厚容易造成金属液填充不良,从而引起熔接不良,给成型也带来一定的难度,一般的零件通常不小于0.8mm。
其次是最大壁厚。虽说增加壁厚一定程度上会增加一定的强度,但是太大的壁厚零件内部易引起内部气孔等不良,对材料的力学性能也有一定的影响,如壁厚增加到一定数值后,继续增加壁厚反而会降低零件的强度。一般零件以不超过4.5mm为宜,特别大的零件也不应超过6mm。
其实,压铸件与塑胶件一样,壁厚最好均匀统一为佳。但事实上,在进行产品结构设计过程中,经常出现因为与其他零件干涉而不得不降低壁厚的情况,此时,要优先保证外观面的壁厚不低于0.8mm,其他表面的最低壁厚也不应低于0.5mm。
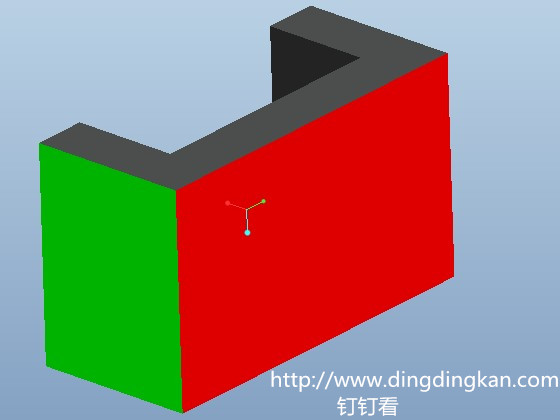
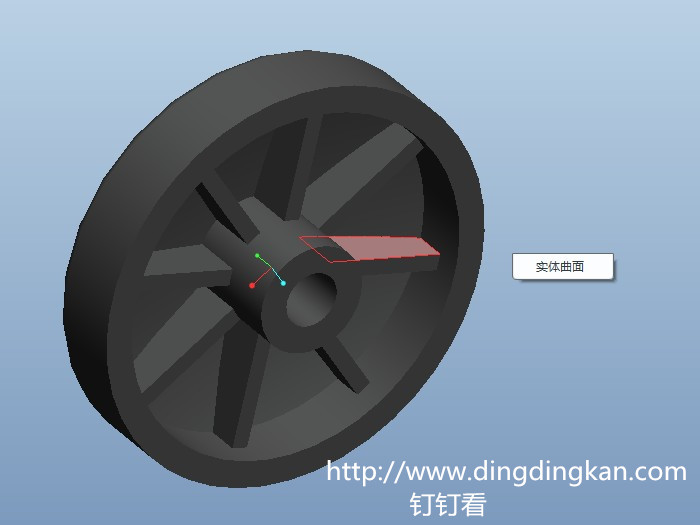
一般壁厚可以按下图的红色面及以下相关数值选取,仅供参考。(为什么不是绿色面?因为红色面是最大面积面)
当A<=25时,T取:0.8<=T<=2.5;
当25<A<=100时,T取:1.2<=T<=3;
当100<A<=400时,T取:1.8<=T<=3.5;
当A>400时,T取:2.5<=T<=4.5;
以上单位面积A为平方厘米,壁厚T为毫米。
备注:压铸件也有与塑胶件不一样的地方,就是局部料厚忽然增大也不会产生缩水现象。所以要更加注意处理模具上的薄钢部分,一般都是可以直接连接起来的,这样才能保证模具的强度及寿命。




评论